Why Do Spiral Taps Break in CNC Machining? And How to Prevent It
Thread tapping is a critical process in CNC machining, especially in industries such as automotive, mold making, aerospace, and precision components. However, one of the most common and frustrating issues manufacturers face is spiral tap breakage during machining.
Broken taps not only damage workpieces but also lead to machine downtime, increased costs, and reduced productivity. Understanding the root causes of tap breakage and selecting the right tooling solution are essential for achieving stable and efficient threading operations.
As a professional Taiwan spiral tap manufacturer, SHANG TZANG WANG ENTERPRISE CO., LTD. provides high-performance spiral taps designed to handle demanding machining conditions and reduce the risk of breakage.
This article explores the main reasons why spiral taps break in CNC machining and how to prevent these issues effectively.
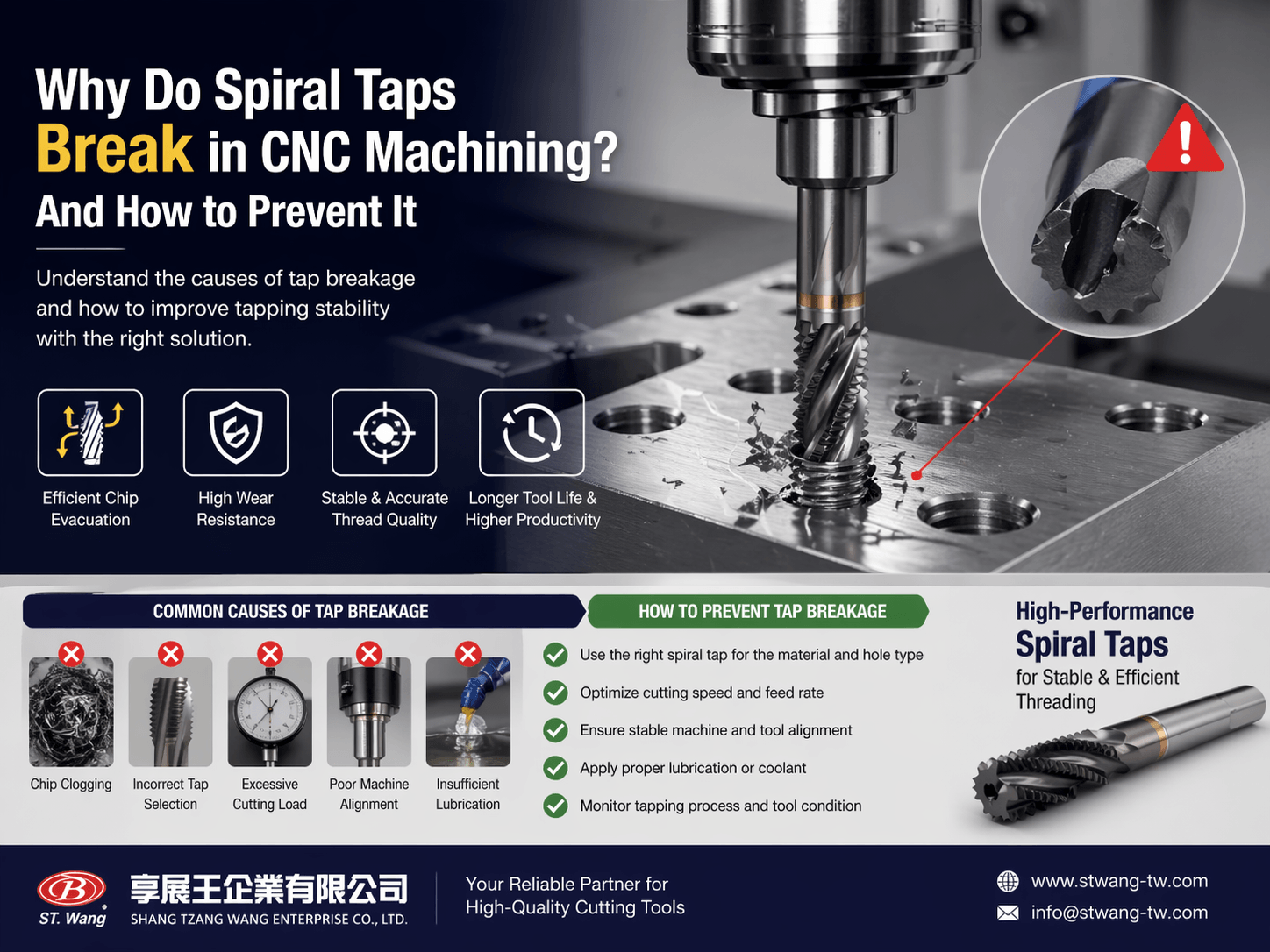
Common Causes of Spiral Tap Breakage
Tap breakage rarely happens randomly. In most cases, it is the result of improper machining conditions, incorrect tool selection, or inadequate chip control.
Common causes include:
- Chip clogging inside the hole
- Incorrect tap selection
- Excessive cutting load
- Poor machine alignment
- Insufficient lubrication
Below is a closer look at each issue.
Chip Clogging Inside the Hole
One of the leading causes of tap breakage is chip accumulation.
When chips cannot be evacuated properly, they can:
- Block the cutting edges
- Increase cutting resistance
- Cause sudden torque spikes
This is especially critical in blind hole applications.
Incorrect Tap Selection
Using the wrong tap type for the application can significantly increase failure risk.
For example:
- Using straight flute taps in blind holes
- Using general-purpose taps for high-hardness materials
Spiral taps are specifically designed to improve chip evacuation and reduce this risk.
Excessive Cutting Load
High cutting resistance increases stress on the tap.
This often occurs when:
- Machining high-hardness materials
- Using incorrect cutting parameters
- Poor tool geometry
Poor Machine Alignment
Misalignment creates uneven cutting forces.
This can result from:
- Spindle runout
- Tool holder inaccuracy
- Improper clamping
Insufficient Lubrication
Without proper lubrication:
- Friction increases
- Heat builds up
- Tool wear accelerates
This significantly raises the risk of breakage.
How Spiral Taps Help Prevent Breakage
Spiral taps are designed to improve chip evacuation and reduce cutting resistance, making them ideal for CNC machining.
Key advantages include:
- Efficient chip evacuation
- Reduced cutting resistance
- More stable tapping process
- Better thread quality
Improved Chip Evacuation
The spiral flute design helps lift chips out of the hole, preventing clogging and maintaining smooth cutting.
Reduced Cutting Resistance
Lower friction reduces torque and stress on the tool.
Better Performance in Difficult Materials
High-performance spiral taps are suitable for:
- Stainless steel
- Alloy steel
- Hardened materials
Features such as optimized helix angle and advanced coatings improve durability.
Consistent Thread Quality
Stable machining conditions ensure:
- Better thread accuracy
- Improved surface finish
- Reduced rework
Practical Tips to Prevent Tap Breakage
To minimize tap failure:
- Select the correct tap type
- Optimize cutting speed and feed
- Ensure machine alignment
- Use proper lubrication
- Monitor cutting conditions
FAQ
1. Why do spiral taps break more often in blind holes?
Because chips cannot escape easily in blind holes, they accumulate and increase cutting resistance, leading to breakage.
2. Are spiral taps better than straight flute taps?
Yes, especially for blind holes and CNC machining, because spiral taps provide better chip evacuation.
3. What materials require high-performance spiral taps?
Materials such as stainless steel, alloy steel, and hardened steel require specialized spiral taps due to higher cutting resistance.
4. How can I extend tap life in CNC machining?
Use the correct tool, optimize cutting parameters, ensure proper lubrication, and maintain machine stability.
5. When should I replace a spiral tap?
When you notice increased cutting resistance, poor thread quality, or visible wear on the cutting edges.
Conclusion
Spiral tap breakage in CNC machining is often caused by chip clogging, incorrect tool selection, excessive cutting load, and poor machining conditions.
By using properly designed spiral taps and optimizing machining parameters, manufacturers can significantly reduce tool failure and improve productivity.
Call to Action
If you are looking for reliable threading solutions, SHANG TZANG WANG ENTERPRISE CO., LTD. offers high-performance spiral taps designed for demanding machining environments. As a trusted Taiwan spiral tap manufacturer, we provide tools that improve chip evacuation, enhance durability, and ensure stable machining performance.
For more information about our spiral taps and cutting tool solutions, please refer to our product catalog or visit our website.
Contact us today for better spiral tap!